导航分类
导航分类新闻动态
CIMT2023展品综述|成形机床类
CIMT2023展品综述|成形机床类

编者按:CIMT2023(第十八届中国国际机床展览会)将于2023年4月10-15日在北京 中国国际展览中心(顺义馆)举办。展会主题为“融合创新
数智未来”。为使广大观众预先了解展会和展品,展会主办方中国机床工具工业协会在展商前期(截至1月20日)提交的展品资料基础上,整理了多个大类的机床展品,已陆续发布,希望对观众参观及设备选型有所裨益。
1.概况
据已有资料,成形加工类机床参展商20余家,展品40多台套。提供展品资料的展商有江苏亚威、大族激光、江苏金方圆、和和机械、湖北三环锻压、江阴机械、扬州锻压、徐州锻压、合肥合锻、华鲁锻压、浙江金马逊、无锡金球、江苏合泰、麦斯铁、北京中拓创新、广东博赛、扬州天宇、全斯福、肯尼福等。
主要成形机床展品有折边机、折弯机、折弯单元、折弯机器人工作站,剪板机,弯管机,卷板机、校平/直机、冲压床、压力机、螺纹成形滚/挤压机、各种成形加工生产线等。
2.成形机床类机床展品主要特色
(1)自动化 成形机床展品中的折边机、弯管机、折弯机、压力机、折弯单元等的自动化水平无论在自动化应用的广度和深度都有让人耳目一新的亮点,多层模结构(弯管机)、自动换模系统、全自动板厚检测系统、自动校正技术、自动上下料系统等的应用愈加成熟和广泛。特别值得一提的是,工业机器人与成形机床集成应用已让“机器换人”初露端倪,不仅解决成形加工中的单调的高劳动强度,噪声及空气污染等问题,也极大提高了加工效率和安全性,提升加工精度。机器人不但可以实现与单台成形机床的配套形成加工单元(完成自动上下料),还可以由多台成形机床和多台机器人(如拆垛机器人、上料机器人、传输搬运机器人)组成柔性生产线。自动化功能的配备已成为每一个成形机床厂家必需完成的功课,随着国产机器人的发展为成形机床广泛使用机器人提供了越来越多的可能性。
(2)主驱动伺服化 本届成形类机床展品的锻造机床、冲压、弯管、折边、滚压成形等机床,主驱动的伺服化已愈发广泛和成熟,采用伺服主驱动的金属成形机床的传动效率高、工艺性好、加工精度高,而且具备节能降噪、大幅度提高模具寿命和智能化控制等功能。另外,在锻压和冲压等机床上广泛采用伺服电机-减速-增力机构的主传动系统(如电机-减速-曲柄连杆,电机-减速-曲柄-肘杆,电机-减速-螺旋-肘杆等)传动结构,可实现高速、小扭矩伺服电机驱动大吨位压力机,这种扬长避短的应用已成为伺服压力机发展的主流趋势。
(3)智能化 制造装备的智能化是具有感知、分析、推理、决策及控制功能的统称,是先进制造技术、信息技术、计算机技术和智能技术在装备产品上的集成和融合。金属成形机床在伺服主驱动、计算机技术、各种专业软件、传感器、在线测量等支持下,具有视觉识别、挠度补偿、角度补偿、3D仿真、交互式人机界面、图形化编程等功能。南通麦斯铁的自动折弯机器人工作站集成的折弯软件包MR-BEND和离线编程软件包MB-ROBERT,结合视觉识别,建立机床、机器人互联,实现信息互联和智能化控制,还可以自动生成模具、折弯工步、折弯机及机器人的NC代码,解决多品种小批量的难题,就是成形机床智能化的一个缩影。
特别值得一提的是,江苏亚威和金方圆的多边折边机,采用万能折弯模具,配置智能控制技术,自动补偿折弯时板材的回弹,板材一次成形,无需更换模具,自动完成复杂形状零件的折弯成形,展现出折边机的高自动化和智能化技术。
3.典型展品介绍
◎金属板材成形机床

◆江苏亚威机床股份有限公司 FBA-2516 数控板料折边机。适合长2500mm、高165mm、对角尺寸2800mm、碳钢板厚2mm以内盒型、门型零件的自动折边加工。采用创新的轨迹折边技术和万能折弯模具,无需换模即可实现上折边、下折边、覆平与异形折边工艺。在操作机的夹持下,板料快速移动和旋转,实现快速自动折边。轻量化技术、高效伺服控制技术等多项技术加成,实现最快0.2s/折的高速折边,是传统压弯式折弯机速度的3倍以上。基于板料成型智能控制技术,补偿折弯时板材的回弹,保证折弯精度的一致性,角度精度达±30'/全长、折边直线度达0.20mm/全长。应用于电梯、门业、家居、电气等行业盒型零件的快速折边加工。
◆江苏亚威机床股份有限公司PBG0304-FMC0 数控板料柔性加工单元。适合长2500mm、宽1250mm、板料重量在100kg之内的自动折弯加工,角度精度达±30'/全长、尺寸精度达0.20mm。配置最新推出的PBG机型数控折弯机,采用双伺服电机和比例阀闭环控制两边油缸,速度更快、同步精度更高,运行更稳定;全新的无管道结构设计,杜绝了管道接头松动漏油的隐患;采用双压力传感器闭环控制方式,比常规机床节约电能40%以上;先进的低油温控制技术,油箱容积缩小50%,油液更换频次延长至3年。该单元可搭载任意主流6关节机器人组成柔性生产线,在机器人的辅助下,板料快速上下料、定位,过程中根据折弯工艺进行移动和旋转以及翻面,实现快速自动折弯。同时单元配置了新研发的机器人折弯离线编程软件,可实现快速编程,无需人工示教,新工件调试周期缩短至12分钟之内。
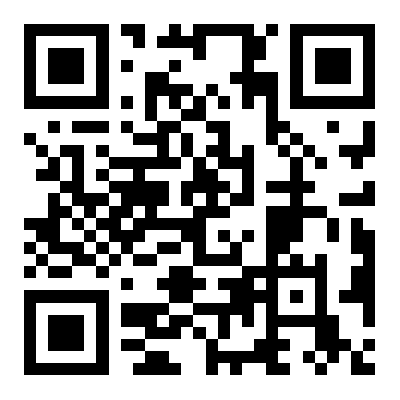
◆大族激光智能装备集团有限公司 HBS1131折弯机。封闭高度585mm,滑块行程235mm,喉口深度410mm。采用高刚性机架,全钢板整体焊接,工作台双向机械挠度补偿,精度更高、更稳定。可扩展为六轴。X、R轴采用滚珠丝杠传动,直线导轨导向,数字式交流伺服电机驱动。伺服电机功率高、转速可调,液压泵排量大,快下220mm/s,工作17mm/s,回程200mm/s,工作速度快,工作效率提升40%。可适用多种复杂折弯。
◆江苏金方圆数控机床有限公司 TPI多边折弯自动上下料单元。传动轴全部采用伺服电机驱动, 四边成形最小尺寸200×200mm,双边成形最小尺寸200mm,0.3s/折的折弯速度。折弯过程完全自动化,可自动完成四边或多边折弯,使用万能折弯刀,钣金一次成形,无需更换折弯模具,可实现拍平、大圆弧、回形、封闭型、翻边等特殊折弯工艺。高度智能和自动化的折弯过程控制技术,能实现自动补偿,保证了零件的成形精度,可以实现自动上下料。


◆泰安华鲁锻压机床有限公司WB43M-6X1200 精密板料矫平机。板料厚度2~6mm,矫平板料最小长度150mm,矫平板料宽度≤1.2m,矫平精度≤0.5mm/m2。采用钢板焊接式结构,横梁、左右立柱和底座通过定位键和高强度螺栓预紧并组成一体;辊道由型钢支架、托辊、轴承座组成。输送辊道高度及速度与主机工作辊匹配,进料方便,辊道分段设计,辊道通过航空插头与电源相连,方便辊道的移动清扫;压下机构由电机、蜗轮蜗杆减速机和丝杠螺母组成,螺杆间隙由活动横梁上端弹簧消除。搭载自主研发的专为精密矫平机设计、制造专用控制系统。
◆泰安华鲁锻压机床有限公司 W12K-3×1500全伺服数控四辊卷板机。卷板最大厚度3mm,剩余直边长度1.5~2倍板厚,卷板最大宽度1500mm,最小卷筒直径Φ200mm。由工作辊(一根上辊、一根下辊、两根侧辊)、机架(高机架、矮机架、翻倒支撑各一件)、一个底座、两套伺服电机减速机传动装置、六只升降精密蜗轮减速机(四只侧辊、两只下辊)、卸料装置和CNC电控系统组成。该机属于全伺服型四辊卷板机,用于常温将钢板卷成圆筒形。可按产品图纸形状实现上辊可固定;下辊和两侧辊可以上下移动。上辊.下辊为主驱动辊,通过其旋转为板材卷制提供扭矩.两侧辊为被动辊。预弯通过上、下辊夹持板材,侧辊升降使板材变形来实现。滚圆时通过伺服电机行星减速机驱动上辊转动。
◆无锡金球机械有限公司 WE67K-130/4100 电液同步数控板料折弯机。设备公称压力1300kN, 折弯长度4.1m,油缸行程200mm,喉口深度500mm,立柱间距3.6m。电液伺服系统,全闭环控制滑块运行精度;工作台液压挠度补偿,确保工件加工精度;后挡料采用伺服电机驱动,滚珠丝杆传动,双直线导轨导向,确保定位精度。
◆南通麦斯铁数控机床有限公司 MR90 自动折弯机器人工作站。机器人6自由度,最大负载90kg,落地式安装。工作站将折弯机和机器人两种设备合二为一,实现了拆垛、上料、折弯跟随、码垛等自动折弯功能。通过TCP/IP的方式互联互通,麦斯铁机器人可以控制折弯机,使自动折弯的操作更加简便和自如。该工作站的亮点是配加拿大MASTEEL自主研发的折弯随动软件及搬运软件包M-BEND和离线编程软件包M-ROBERT,可与折弯机控制系统直接通讯获取数据。MB-ROBERT可自动生成模具、折弯工步、折弯机及机器人的NC代码,快速校准坐标系统,不需要前期示教,解决多品种小批量的加工难题。

◆信宜华辉数控机床有限公司 HSP110-32 双电伺服混合动力折弯机+机械自动化。最大折弯长度3200 mm,滑块行程200 mm,开口高度400 mm,快下速度240mm/s,折弯速度8~15 mm/s。采用油电混合动力驱动,伺服电机驱动油泵正反旋转,流量、压⼒由油泵和伺服电机⾃动控制,⽆溢流控制,⼯序间等待时零耗电,电机功率消耗由负载决定,⽐常规电液机节能60%以上。
◆广东博赛数控机床有限公司 数控旋压机。旋压工艺是一种近净成形方法,材料利用率90%,成形的零件没有母线焊缝,零件整体性能提高,尤其是疲劳寿命能显著提高。通过旋轮代替模具,使得模具成本及制造周期大幅降低。采用数控程序精确控制,可以实现精密零件的成形加工,尤其是强力旋压制造大长径比高精度精密筒形件。
◎压力机
◆扬州锻压机床有限公司 YT4L 多工位压力机。采用多连杆传动结构,分体高刚性焊接结构,滑块超长八面导向,整机抗偏载设计(上流侧60%-下流侧40%公称力分配),更好的满足多工位冲压工艺需求。多工位压力机可在一次工作行程中,同时完成拉伸、冲孔、整形、翻边、切断等多道冲压工序,生产效率10~30次/min。压力机可配前后双移动式工作台,具备ADC一键换模功能,极大缩短了换型时间。该压力机还可接入用户车间MES系统,满足数字化生产管理需要。

◆扬州锻压机床有限公司J58 伺服直驱电动螺旋压力机。采用伺服直驱螺旋压力机技术,使用交流永磁同步伺服直驱电机,电机定子外表面强制水冷,转子和飞轮连接,不需要中间部件传动。能量精确控制,能量预选范围为全能量的5~100%,可按1%精度调节。高效节能,传动环节少,比带一级减速的压力机节能20%以上。
◆扬州锻压机床有限公司YSH-400
YSH闭式四点高速精密压力机。采用高强度球墨铸铁机身,三导柱(或四导柱)驱动长滑块,滑块采用四柱高刚性圆柱轴承长导向,导向精度高。传动轴采用滚动轴承和滑动轴承复合支撑,提高了传动精度和承载能力;调节螺杆液压锁紧,强制润滑、温度自动控制系统、热补偿技术精准控制了机床下死点精度。适用于新能源汽车驱动电机、高性能压缩机电机、高效电机等电机定转子的级进模高速精密冲压。
◆扬力集团股份有限公司 MC1-110 开式单点高精度高性能压力机。公称力1100kN,滑块行程180mm,行程次数 30~60spm,最大装模高度 350mm。采用钢板焊接高刚度机身,组合式干式摩擦离合器与制动器,六面加长导轨,曲轴纵向放置,支点距离短,曲轴刚性好。可选配湿式离合器、气垫、光电保护装置、变频调速、滑块上打料装置、工作台左右护罩,可搭配各种自动化设备。


◆合肥合锻智能制造股份有限公司 层压机自动化生产线。该生产线用于覆铜板和电路板的压制,主要由2台24层真空热压机、1台24层冷压机、温控系统、真空系统、冷却系统、装载架、移载车、卸料架、控制系统等组成。热压机公称力为18500kN,24层开口,最大加热温度350℃,压机真空度10mbar,CCL或PCB板在真空环境下热压,每次最多可压制近千张。24层冷压机用于冷却压制好的工件;装载架用于储存工件和自动码放工件;卸料架用于存放压制好的工件,并把工件送到拆分平台;移载车用于自动装填,实现自动化。
◆合肥合锻智能制造股份有限公司 大型机械压力机自动冲压线。该系列冲压线由机械压力机、自动化送料系统、废料输送线等组成,采用人机交互界面,可实现全自动换模。配置机器人送料,单次模式节拍可达8~12spm,同步模式节拍可达10~12spm;配置单(双)臂横杆机械手送料,节拍可达10~18spm。均可实现单次、连续生产模式,钢板、铝板可自动切换进行同线生产。
◆合肥合锻智能制造股份有限公司 汽车超高强钢热成形生产线。用于汽车超高强钢的热冲压成形,热成形工件的强度达1600MPa,是汽车轻量化的主要途径之一。热成形液压机机身采用框架结构,具有较高的刚度和精度。液压系统采用先进的压力分级和比例伺服、快速建压、二次泄压等技术,保证设备具有更高的速度和效率。滑块的快速接近速度及回程速度达到1000mm/s,最大工作速度达到400mm/s。目前合锻智能的热成形液压机已经形成1200/1600/2000/2600t等系列化标准产品。生产线可以配备棍底炉和箱式炉,满足不同的生产方式。自动化系统采用高速机械手,实现自动上下料。

◎冲压机床


◎弯管设备
◆

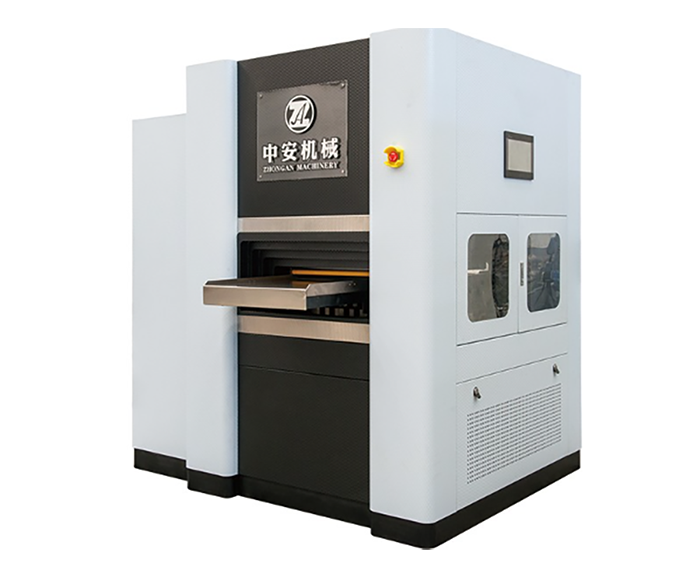
◆德国全斯福机械制造有限公司 DB 642-CNC-RL 左右双向自动心轴数控弯管机。机床配置多层模结构,在同一程序内自动化实现顺时针方向、逆时针方向弯管,可以自动切换多种弯曲半径,自动切换弯管方向,或配置复合结构模具,用于直线段较短或无直线段管件的全自动折弯成形。具备增压功能,以提高极小弯曲半径或薄壁管或推弯大半径的质量,可实现控制心轴撤回,适用于结构复杂的流体管件或航空导管。
◆

◆和和机械(张家港)有限公司 SB-65X12A-ST(全电机型) 汽车稳定杆专用弯管机。12轴全电数控弯管机,左右共向弯管。弯管、转管、送料、机头旋转,机头水平位移,辅推,主夹、辅夹等十二轴为电机伺服系统,弯管齿轮箱结构,弯管轴水平导轨机构,送料齿条导轨小车,材料助推电机伺服系统。

◆江苏合泰机械科技有限公司CNC65×E-9A全自动数控弯管机。最大弯管能力/铁金属( S=40kgf/mm2 ) Φ65×2.5mm,最大弯管能力/不锈钢管 ( S=60kgf/mm2 )Φ65×1.6mm,最大弯管能力/圆棒 (
S=40kgf/mm2 )Φ35mm,最大穿芯长度4m。三维数控机头旋转左右共向,可实现在机头旋转范围内任意位置弯曲。C轴(弯管)采用伺服驱动及机器人专用减速机传动设计,Y轴(送料)具有自动位置侦测功能,实现位置补偿。快速转模、平行式夹模设计、上下多层模设计,具有慢退芯轴功能。使用合泰6.0可编程的弯管指令数控软件,
输入坐标值即有3D图形显示及干涉仿真。
(来源:协会市场部 责编:兰海侠)