




|
CIMT2023部分电加工类机床展品评述
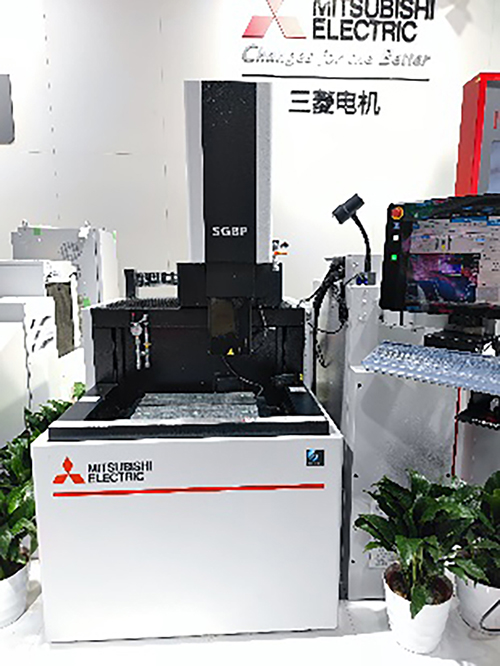
【编者按】CIMT2023(第十八届中国国际机床展览会)已于4月15日圆满落幕。展会期间,主办方中国机床工具工业协会有关分会组织人员针对本专业领域展品进行评述,现编发部分文章,供业界参考。文章观点仅代表作者本人。 由中国机床工具工业协会主办的CIMT2023于2023年4月10-15日在北京中国国际展览中心(顺义馆)举办。据不完全统计,参加本届展会的境内外特种加工机床厂商近60家,展出特种加工机床120多台,展品主要包括电加工机床、激光加工机床、增材制造机床等。展会期间,中国机床工具工业协会特种加工机床分会评述组,通过现场观摩、资料收集及与参展厂商进行交流,并结合特种加工技术与装备的最新发展动态和市场需求,撰写形成了本评述报告。本文主要涉及电加工机床展品。 一、数控电火花成形机床 本届展会共有11家厂商展出12台数控电火花成形机床。总体来看,参展机床的加工精度、加工工艺等关键性指标未有创新性突破,但在技术成熟度、可靠性、稳定性等方面有所提升。 1.境外数控电火花成形机床 (1)提升智能化自动化水平。多数参展厂商对机床的自动化功能持续优化,一定程度上提升了机床的智能化水平,进一步提高了用户使用体验的便捷性。日本沙迪克公司优化LN Pro AI加工辅助技术,根据加工形状、工件特性、表面质量要求、摇动模式等因素,基于Q3ute-AI自动计算生成最佳加工条件和NC程序,并会对错误路线进行自主学习,可改善二次加工效果。日本三菱电机公司的SG8P数控电火花成形机床(图1)凭借D-CUBES传感技术与AI技术Maisart,自动识别浇口等结构的加工深度,通过最适化控制与高速抬刀相结合的方式,改善加工稳定性进而实现高速化。
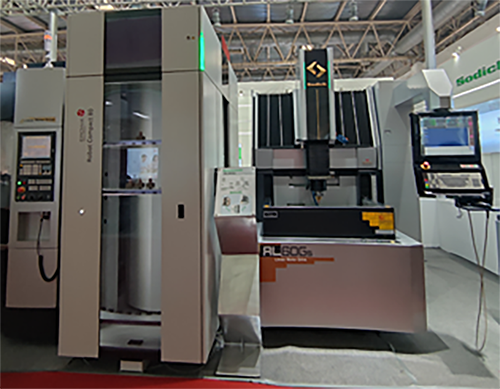
(2)优化脉冲电源控制策略。脉冲电源在硬件方面已臻于成熟,因而主要针对其工艺参数及控制策略进行优化改进。日本沙迪克公司的AL40Gs数控电火花成形机床(图2)采用“Smart Pulse”电源,标配TMM4、TPC4、BSN4加工控制电路,有效缩短加工时间,全方位提升放电加工性能,最新Arc-less4放电控制技术可提高放电的稳定性,实现石墨薄片电极的微细放电加工。瑞士GF加工方案全新升级2.0工艺,开发出iGAP放电工艺,在提高加工速度的同时,一定程度上降低了电极损耗。德国艾克索公司的EDM313数控电火花成形机床配备了最新一代exogen高功率脉冲电源,对放电过程进行智能优化,可使用石墨电极进行高精度加工,在保证加工表面质量的同时,大幅降低能耗并缩短加工时间。
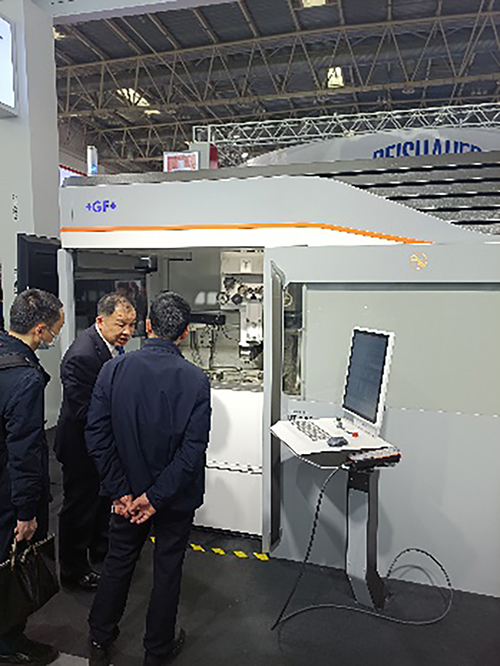
图2 沙迪克AL40Gs数控电火花成形机床 (3)缩短辅助时间,提升生产效率。瑞士GF加工方案的FORM-P450数控电火花成形机床(图3)配备自动化单元,可容纳80个电极和8个工件单元,每个工件单元可装夹2个工件,节省更换工件的时间。此外,电极及工件单元可自动化更换,实现全天候加工,有效提高机床使用效率。日本沙迪克公司展出的样机配备ATC自动工具交换单元,能够存储32个电极和10个工件托盘。德国艾克索公司的自动化系统具有完全自动控制的三面升降式加工液槽,可实现液槽升降与工作液注入排出同步进行,缩短加工准备时间。
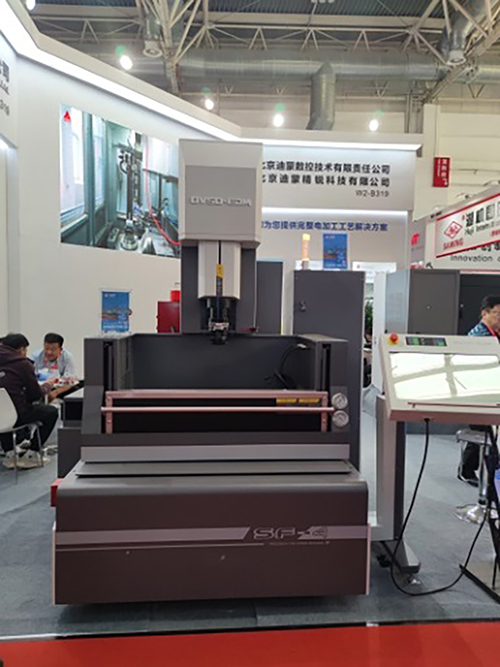
图3 GF加工方案FORM-P450数控电火花成形机床 (4)多措并举,进一步提高机床精度。国外厂商参展机床的数控轴大多配置光栅尺,实现闭环伺服控制,保证了机床运动精度。德国艾克索公司的EDM313数控电火花成形机床采用FEM优化设计,床身用人造大理石灌铸,在保证机床整体稳定性的同时,明显减小了因热变形造成的精度波动。日本沙迪克公司机床的一些关键部件采用自行研制的轻量化、高刚性、低热膨胀系数的陶瓷零件,能有效减少因环境温度变化而产生的热位移,长期保证高精度加工。日本三菱电机公司采用高刚性高精度C轴,可实现斜齿轮的高精度分度加工。 (5)积极求变,迎合市场需求。近年来,航空航天零部件、高端汽车模具等相关领域重要部件的加工需求提升,对机床性能提出了更高的要求。一些国际知名电加工机床制造企业积极了解客户需求,并对设备及工艺进行针对性改进。瑞士GF加工方案为了迎合中国大多数客户对工作台尺寸的要求,设计研发了FORM-P450机床,解决了前期350型和600型机床之间尺寸差距过大造成的选型问题。此外,为了方便工件的装夹与拆卸,该公司还将机床工作台高度下降了70mm。德国艾克索公司展出样机设置有自动升降罩,加工过程中可保持升起状态,将加工环境与外界人员相隔离,保证操作人员的人身安全。 2. 境内数控电火花成形机床 与上届展会相比,境内电火花成形机床围绕脉冲电源和伺服控制等技术进行改进,在可靠性、稳定性和加工精度等方面稳步提升。 (1)机械精度明显提高。床身采用稳定的结构设计和优质铸件材料,配置加工介质热控制系统和闭环伺服控制系统以及各种热变形补偿功能,以提高机床精度,满足镜面、精边、清角等加工工艺需求。北京市电加工研究所有限公司/北京迪蒙数控技术有限责任公司的SF-4机床(图4)采用最新定位控制系统设计,配以高刚性床身,定位精度≤4µm,重复精度≤2µm,广东商鼎智能设备有限公司的CNC-400机床重复定位精度5µm。
(2)自动化、智能化程度提升。北京迪蒙卡特公司的CTM550-ABC机床、北京迪蒙斯巴克公司的DR450H机床(图5)等设置了电极工具库,可实现自动更换电极。苏州汉奇数控设备有限公司的HQ-U40机床使用气动自动装夹电极,可方便快捷进行电极夹紧。北京迪蒙数控公司的SF-4机床利用丰富的数据接口实现了CAD/CAM与数控系统的全集成,从而达到编程加工无缝连接,支持ATC刀库、单机机器人自动化、数字化工厂及柔性组线,为客户提供丰富的自动化方案选择。苏州三光科技股份有限公司的EA500机床主轴采用直线光栅尺和交流伺服电机实现全闭环数控,加工液采用自动恒温控制,可满足高精度产品加工的需要。诸如自动升降液槽、一键加工、自动定深、自动定端面等自动化操作功能也被广泛应用。
图5 迪蒙斯巴克DR450H电火花成形机床 (3)操作系统进一步优化。目前,参展的数控机床的操作系统大多为自主研发,大多数厂商对基于Windows XP操作系统的人机界面进行优化升级。苏州汉奇数控设备有限公司的HQ-U40机床(图6)采用全新的操作系统,具有多种定位测量模式,并进一步丰富了操作界面。
图6 苏州汉奇HQ-U40数控电火花成形机床 (4)专用放电回路和专家控制系统优化。通过设计专用放电回路并优化控制系统,进一步完善加工工艺数据库,能进行不同电极—工件材料对的组合加工,具有镜面加工、硬质合金加工、高速石墨加工、小电流加工、专用防拉弧积碳、超高精加工等专用放电回路。北京迪蒙数控公司的SF-4机床配置大面积镜面、微小电流(0.1A)、钛合金、高温合金、超硬合金等模块单元,采用模糊神经网络技术和自学习功能,对近千条加工参数进行整合优化,可以提供更加智能的加工程序。石墨电极加工回路在精加工领域进一步扩展,许多参展厂商自主设计专用的石墨加工回路,大大提高了石墨电极的精加工效率,广东商鼎智能设备有限公司的CNC-400机床采用石墨电极时,粗加工效率较铜电极快3倍,精加工效率较铜电极快5倍。 (5)专用电源升级。中国通用技术(集团)控股有限责任公司的AF35P电火花成形机床(图7)针对刀片模具的找正定位,开发了多边形测量找正功能;为满足刀片模具高表面质量的要求,专门开发了升级版硬质合金抛光电源;数控系统采用新的运动控制算法,实现了放电间隙、智能抬刀、逆向回退与平动加工的精准控制;搭载了拥有自主知识产权的新一代节能型脉冲电源,辅以最新的多电压电源技术,使用场景更加广泛。北京迪蒙数控公司的SF-4的脉冲电源采用最新研制的高速脉冲控制回路——HFR电路,精加工效率提升了20%以上。
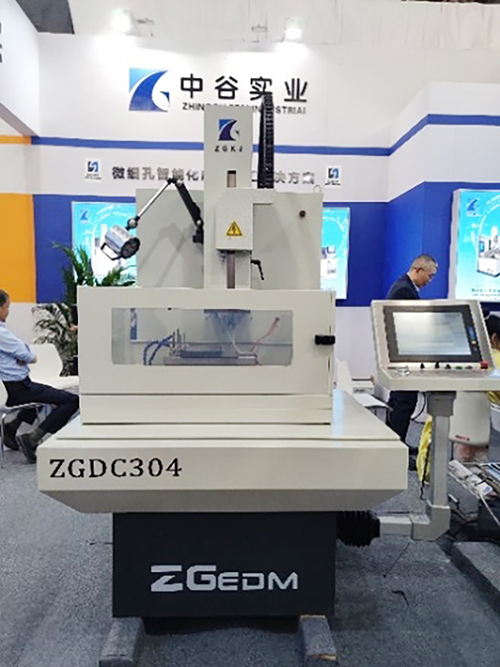
图7 通用技术AF35P电火花成形机床 二、电火花微小孔加工机床 本届展会共有5家企业展出了10台电火花微小孔加工机床。与上届展会相比,展品的功能、外观以及一些局部单元和细节都有所提升,机床的主要技术性能和加工工艺水平没有重大突破。 1. 电火花小孔加工机床 苏州电加工机床研究所有限公司的SE-GK430N多轴电火花小孔加工机床(图8)采用最新结构设计和数字化高频脉冲电源,具有自动更换电极和导向器、自动转换加工规准、一键智能加工、分中定位和孔穿透检测等功能,可选配ATC刀库。苏州中谷实业有限公司的ZGDC304电火花小孔加工机床(图9)加工的孔径范围为0.15-3.0mm,最大深径比≥300。苏州市宝玛数控设备有限公司的BMD703-400CNC电火花小孔加工机床(图10)具有短路处理功能和停电记忆功能,可在加工结束后自动停机及中途自动暂停,能够对电极进行自动修整,并具有自动对端面、对中心功能和Z轴自动清零、定深控制功能。苏州亚马森机床有限公司展出了5台MS-DC430、MS-DC435系列的电火花小孔加工机床,其中MS-DC435A型机床具有六个数控轴,相较上届展会进行了升级改造。
图8 苏州电加工 SE-GK430N多轴电火花小孔机床
图9 苏州中谷 ZGDC304电火花小孔机床
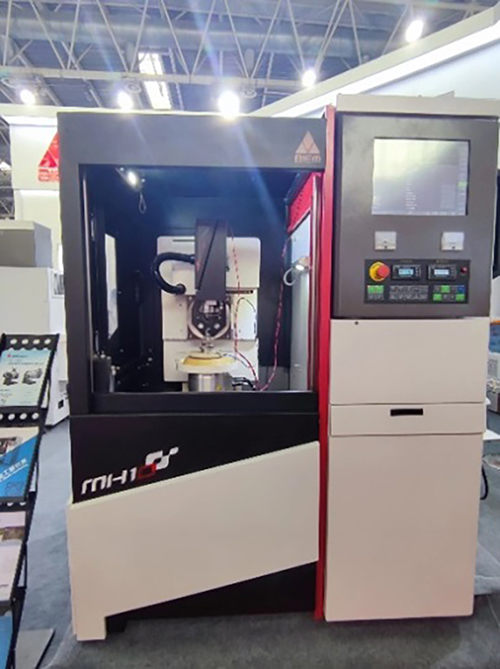
图10 苏州宝玛 BMD703-400CNC电火花小孔机床 2. 电火花微孔加工机床 电火花微孔加工机床主要用于汽车、化纤、航空航天和医疗器械等领域,如汽车喷油嘴喷孔、化纤喷丝板喷孔、液氢火箭燃料喷注孔等的加工。北京市电加工研究所有限公司展出的MH10电火花微孔加工机床(图11),采用全封闭壳体,结构紧凑合理,外形简洁美观;可完成精密微细孔加工,加工喷孔的孔径范围为0.1-0.3mm;加工孔径0.2mm微孔,穿透1mm厚样件所需时间在40s以下;采用六轴联动数控系统,可实现锥度可调的倒锥孔加工。
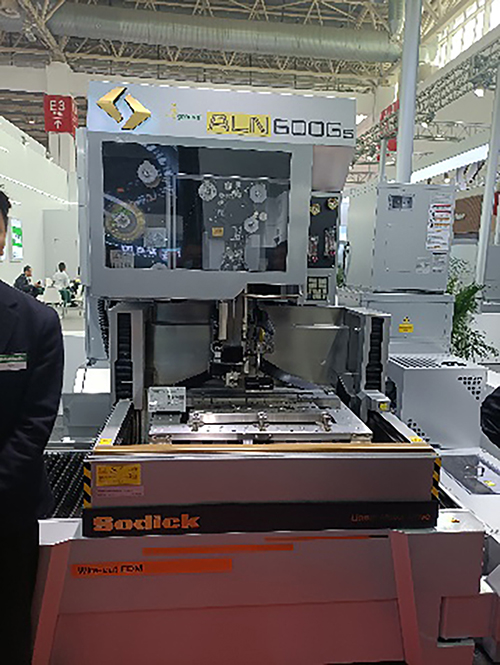
图11 北京电加工 MH10电火花微孔机床 三、数控电火花线切割机床 本届展会共有19家境内外厂商展示33台数控电火花线切割机床,其中单向走丝电火花线切割机床9台,往复走丝电火花线切割机床24台。 1. 单向走丝电火花线切割机床 (1)机床精度及稳定性不断提高。除了主机的高刚性、高稳定性和整机装配的高精度外,机床运动控制精度也是实现高精度加工的基础条件之一。瑞士GF加工方案的CUT X500单向走丝电火花线切割机床(图12),运动轴最小编程单位为0.1µm;日本沙迪克公司的ALN600GS单向走丝电火花线切割机床(图13),运动轴最小驱动单位0.01µm;日本三菱电机公司的MV1200R单向走丝电火花线切割机床,采用纳秒响应光电驱动系统(Opt Drive System),配置高分辨率绝对光栅尺,机床运动轴高响应速度、高控制精度,最小驱动单位0.01µm。此外,高端机床的数控系统还能够对运动轴直线度、垂直度、平面间距误差以及加工工件倾斜等一些几何精度进行补偿。同时,在降低热变形对机床精度的影响方面也各有招数。沙迪克公司的ALN600GS机床搭载了机床周围的温度显示和记录功能,配置温度综合管理系统与精密热位移补正系统;GF加工方案的CUT X500机床在加工区域和加工区外,合理布局温度和湿度传感器,人工智能预测热变形并对运动轴的定位精度进行补偿。
图12 GF加工方案CUT X500单向走丝线切割机床
图13 沙迪克ALN600Gs单向走丝线切割机床 (2)优化脉冲电源和加工工艺,持续提升加工效率。日本牧野公司的UPX600单向走丝电火花线切割机床使用EW200B超高频数字化脉冲电源,纳秒级脉宽,精加工切割效率提高3倍,同等切割表面粗糙度情况下,切割效率提升30%,20mm厚的硬质合金7刀切割,表面粗糙度达Ra0.05µm,接近油介质机床的加工水平。瑞士GF加工方案的CUT X500机床搭载智能放电防护系统(ISPS),使用电子传感器高速、准确地采集放电加工信息,评估电极丝每次放电位置,实时判断放电密度是否大于阈值,自动调整放电能量,避免加工过程中的断丝,实现稳定加工,有效提升了变厚度工件、中空工件、冲液不佳或工件形状导致的冲液困难状况下的切割效率。日本沙迪克公司的ALN600GS机床采用电极丝旋转机构,大幅减少切割表面线痕和不均匀性,减少精加工时的电极丝损耗;Digital-PIKA-W高频数字精加工电源可纳秒级控制放电脉冲,有效缩减了高厚板工件的精加工时间,并且在切割次数相同状况下精加工表面质量得到进一步提升。 北京安德建奇数字设备股份有限公司的AW400单向走丝电火花线切割机床(图14)和苏州三光科技股份有限公司的LA350A单向走丝电火花线切割机床(图15)均具有自动穿丝功能,两家内资企业近年来在脉冲电源、加工工艺、提高加工效率等方面做了很多工作,切割100mm厚10mm×10mm模具钢工件,切4刀的表面粗糙度为Ra0.55µm左右,尺寸精度±3µm。
图14 安德建奇AW400单向走丝线切割机床
图15 苏州三光 LA350A单向走丝线切割机床 (3)提供成熟的自动化、智能化解决方案。参展的境内外单向走丝线切割机床全部标配自动穿丝系统,并不断优化改进、进一步提升自动穿丝的成功率。瑞士GF 加工方案的CUT X500机床使用新一代双丝自动换丝系统(AWC),提供两个相同和对称的电极丝回路,粗电极丝用于快速、高效切割,细电极丝用于精加工切割,满足对高效率及高精密小圆角切割场景下的粗、细自动换丝与切割的应用。日本牧野公司UPX600机床的无水穿丝系统(图16),有效解决了在中空零件使用高压水穿丝时,高压水在窄缝及中空中容易出现紊乱、导致穿丝失败的问题,提高了中空形状、窄缝孔、精细孔及断丝点自动穿丝的成功率。北京安德建奇数字设备股份有限公司的AW400机床,将磁粉离合器控制丝张力系统改为伺服电机控制张力方式,优化自动穿丝过程中的检测与处理过程,在200mm高、预孔中穿丝,实现近100%的穿丝成功率。自动穿丝系统性能不断完善,切割废料自动拾取装置、可伸缩探头以及光学在线测量系统的使用,为单向走丝线切割机床24h连续自动加工运行奠定了基础。日本沙迪克公司ALN600GS机床的S-Viewer、Sodick LOT功能,牧野公司UPX600机床的HyperConnect、OPC UA/MT Connect功能,主要提供远程智能互联服务,可为用户提供从公司外部访问并集中管理已登录机床的运行状态,远距离快速发现各类故障,能为机床控制软件升级、故障情况分析、MES系统连接、多机互联、自动化产线等需求提供远程解决方案。
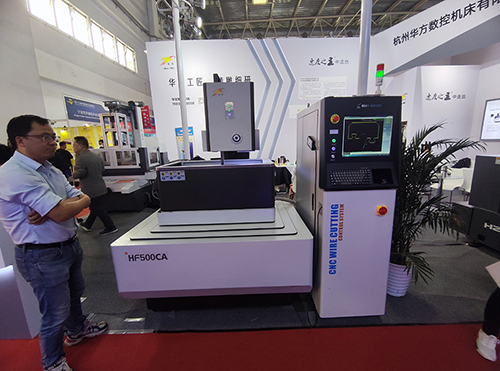
图16 牧野UPX600机床的无水穿丝系统 2.数控往复走丝电火花线切割机床 (1)新材料、新技术的应用。矿物铸件有热稳定性好、绝缘性好、抗振性高等特点,被广泛应用在高端精密机床上。江苏南航来创科技有限公司与杭州华方数控机床有限公司共同展出的HF500CA往复走丝电火花线切割机床(图17),采用了矿物铸件床身、托板及线臂,为进一步提升机床性能做了有益的尝试和探索。采用电感替代限流电阻的电感式脉冲电源能大幅提高机床的电能利用率,同时还能提升机床的加工效率和加工表面质量,为节能降耗、绿色制造提供了一个很好的发展方向。苏州三光科技股份有限公司将电感式脉冲电源技术应用在其生产的全系列中走丝机床上,取得了较好的综合效果。苏州汉奇数控设备有限公司、苏州三光科技股份有限公司、江苏赛维斯数控科技有限公司和江苏冬庆数控机床有限公司参展的中走丝机床都可选配直线电机与高分辨率光栅尺,进一步提高机床运动轴控制精度与加工精度。上海特略精密数控机床有限公司、江苏冬庆数控机床有限公司、苏州市宝玛数控设备有限公司参展机床使用带张力传感器的智能闭环控制丝张力系统,能较好地消除上、下两个运丝方向上张力值相差较大的问题,降低了电极丝张力波动范围,有效提升了机床的加工精度和加工表面质量。
图17 杭州华方HF500CA往复走丝线切割机床 (2)加工性能指标不断提升。由于交变极性、纳秒超高频脉冲电源等新技术不断在中走丝机床上得到有效应用,机床的精修电源技术也有了长足进步,各项加工性能指标有了新的提升。苏州三光科技股份有限公司的HB400X、昆山瑞钧机械科技有限公司的FT400、上海特略精密数控机床有限公司的TG1200等参展机床的最佳加工表面粗糙度达到了Ra<0.4µm。电极丝损耗方面,苏州汉奇数控设备有限公司的HQ-400FL型机床,在5A加工电流、加工效率9000mm2/h条件下,连续加工15万mm2,实现电极丝零损耗;杭州华方数控机床有限公司的HF400MZQ-G20机床在7A加工电流、加工效率12000mm2/h条件下,连续不断丝切割时间大于50h。苏州三光科技股份有限公司的HB400X型机床(图18)现场演示Ø0.05mm细丝切割应用,打破了原来最细为Ø0.1mm细丝切割的技术瓶颈,能加工诸如带小圆角、精密齿轮等精密零件,摆脱了过去只能依赖单向走丝电火花线切割机床的局面,进一步扩展了中走丝机床的应用范围。
图18 苏州三光HB400X往复走丝线切割机床 (3)自动化水平快速提升。中走丝机床的自动穿丝功能是实现自动化运行的关键技术难题,本届展会上泰州文杰数控设备有限公司与河北卓坳科技有限公司合作展出了一台带自动穿丝的中走丝机床,能实现从上导丝轮到下导丝轮、再到储丝筒整个电极丝穿丝路径的自动穿丝,其路径范围与单向走丝电火花线切割机床基本相同,可实现上丝、断丝后自动穿丝、多工位加工中自动收丝再到下一个工位的自动穿丝等功能,虽然自动穿丝的成功率与单向走丝机床相比有一定差距,但完成了中走丝机床自动穿丝从“0”到“1”的技术突破,这是本届展会上中走丝机床技术进步的亮点之一。随着自动穿丝、液槽自动升降、Z轴数控等自动化功能的进一步完善,中走丝机床将会在自动化生产单元、自动化柔性生产线、一体化解决方案等方面得到更广泛的应用。 (4)侧重差异化发展与细分市场需求。近几年的疫情对中走丝机床产业链及终端用户产生较大影响,也使得机床制造厂家有时间静下心来思考企业与产品的发展方向,有的企业着重差异化发展,努力在产品上做出自己的技术特点,如苏州三光、昆山瑞钧等侧重产品的技术水平、加工性能;杭州华方侧重大厚度零件切割,2m高的零件切割是其独有的技术特色;有的企业深入挖掘中走丝机床在细分领域的应用,快速开发适合特定领域的细分产品,如北京安德建奇、北京凝华、北京迪蒙卡特等开发了用于PCD超硬材料刀具加工的往复走丝电火花线切割机床、电火花工具刃磨机床。总的来说,境内众多中走丝机床生产企业已从产品雷同、加工性能相差不大的竞争局面中,逐步走向更加侧重差异化和细分产品的发展道路。 (来源:协会特种加工机床分会 责编:张芳丽) |
  |
 京公网安备11040302100006 京ICP备05015583号-3
京公网安备11040302100006 京ICP备05015583号-3