




|
CIMT2023展商风采|秦川机床工具集团 展位号:E1-A001
秦川机床工具集团股份公司(简称“秦川机床”,股票代码:000837)是中国机床工具行业龙头骨干,中国精密数控机床与复杂工具研发制造基地,工业机器人减速器研发制造基地,国家级高新技术企业和创新型试点企业。集团旗下拥有秦川机床本部、宝鸡机床、汉江机床、汉江工具、沃克齿轮、秦川格兰德、秦川宝仪等多家企业,集团以产业链完整、产品线众多、系统集成能力强、综合竞争优势显著,跻身全球知名机床工具集团行列。企业四大板块(机床主机、高端制造、功能部件、智能制造)科学布局,“两链”融合精准匹配,打造智能制造新模式,增强融合发展新动能,走在全行业前列。先后荣获“国家科技进步一等奖、二等奖”、“中国工业大奖项目表彰奖”、国家级制造业单项冠军等奖项,企业获评“中国机械工业百强企业”、“中国产学研合作创新奖”、“中国齿轮行业最具影响力品牌”、国家级专精特新“小巨人”企业等荣誉。 秦川集团主要产品涵盖高档数控车床、加工中心/五轴复合加工中心、外圆磨床、齿轮加工机床、螺纹磨床、精密测量仪器等高端数控装备及数控复杂刀具;工业机器人减速器、精密(特种)齿轮箱等高端制造产品;滚动功能部件、汽车零部件、精密齿轮、精密仪器仪表、精密铸件等零部件产品;智能机床、高档数控系统、自动化生产线、数字化车间、秦川云等智能制造及核心数控技术和服务业务。 近年来,集团秉承“心无旁骛智造中国好机床、砥砺匠心擦亮秦川新名片”初心,践行“匠心智造,用户先赢”理念,纵深推进创新驱动战略,全方位聚焦智能机床和关键功能部件,突破“卡脖子”,练就“杀手锏”,加速高效数控齿轮磨床、高档数控车床、复杂型面磨床和专用磨床等领先产品迭代升级,加快五轴加工中心、车铣复合加工中心等新品研发进度,积极抢占市场竞争制高点。 开辟新领域,制胜新赛道。十四五期间,秦川集团锚定“5221”战略目标,以主机业务为引领,以高端制造与核心零部件为支撑,以智能制造为突破口,立足机床工具行业,践行市场化经营、差异化竞争、跨越式发展理念,在多变环境中主动求变,探求转型升级,形成一体化发展模式,打造“国内领先,国际知名”的高端装备制造领域系统集成服务商、关键核心零部件供应商和工业母机关键核心技术原始策源地。 CIMT2023重点展品简介 1. YKS7226数控双工位蜗杆砂轮磨齿机
机床采用连续展成磨削原理,可实现工件自动装夹、自动对刀、自动磨削及自动修整过程的全自动控制,满足大批量渐开线圆柱齿轮的精密磨削。机床可配备智能化监测系统,通过振动传感器、主轴功率监测传感器、数据采集卡等相关硬件及软件,对机床早期故障进行预警,对磨削过程检测及优化。机床主要应用于新能源汽车、精密减速器等行业,满足齿轮的高精度、高效率磨削要求。 机床特点: 机床采用双工位结构,工件转位仅需5S,极大缩短辅助时间,提高加工效率;砂轮线速度最高100m/s,工件主轴最高转速3000r/min,磨齿精度国标3级,ffα≤1.5µm,CPK≥1.67(跨棒距0.04mm);齿面主动扭曲控制功能、镜面磨削功能、砂轮万能修整功能、单边修整功能、双联齿空刀磨削功能。 2. YK7326数控成形砂轮磨齿机
一款适用于中小模数圆柱齿轮的精密磨削机床。机床整体布局紧凑,稳定性好、加工效率高,可满足新能源汽车、精密减速器等行业中小规格齿轮精密加工需求。机床配置自主开发的交互式成形砂轮磨削软件,包括成形砂轮截形计算、误差分析、补偿等功能。数控系统选用秦川数控新一代数字伺服控制系统,控制响应快,可靠性高。 机床特点: 磨齿机采用矿物质铸件床身,具有良好的稳定性;砂轮主轴采用大功率高速电主轴,配置HSK-A63刀柄接口,液压自动夹紧/放松;工件主轴采用力矩电机直驱,砂轮进刀轴、走刀轴采用直线电机直驱,机床整体动态响应好,加工效率高;可配置多功能磨削软件,满足渐开线齿、摆线齿、矩形花键、三角齿、人字齿等多种齿形精加工需求。机床可配置双CBN外齿磨具,满足台阶齿、多联齿磨削需求;可配置内齿磨具,满足内齿加工需求。 3. 五轴加工中心
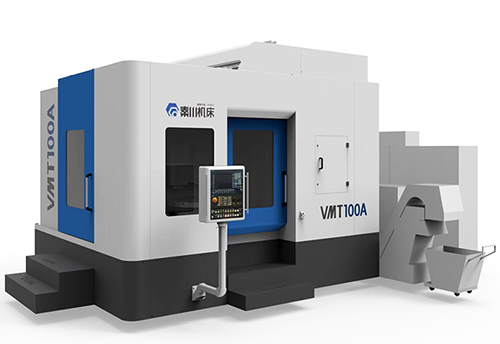
VMT100A五轴立式铣车复合加工中心
秦川SAJO12000五轴卧式加工中心 机床是在国际先进技术基础上,传承秦川“三精”制造优势打造的五轴联动精品装备。机床采用模块化设计,可提供多种规格的功能部件实现铣、车、镗、钻、扩、铰、攻丝等多种加工能力,适用于各类回转体、箱体、盘环类复杂零件的精密加工,在单批次、生产线批量化生产应用方面,具有高效、高精及高可靠性的优势。机床配置丰富,可提供工件测量系统,实现工件在线自动测量。具备激光机内对刀仪、兼具断刀检测、主轴监控、主轴防碰撞、主轴热伸长自动补偿、自适应加工、RTCP自动标定、RFID刀具芯片读写、远程运维等功能。 机床特点: VMT100A五轴立式铣车复合加工中心采用整体床身、墙式立柱、45°立卧转换摆头结构。3个直线轴和2个旋转轴均采用直驱形式,具有精度高、速度快、响应好的特点。优质的基础大件配合铣车双功能和五轴联动功能,可为用户提供多工序、复杂零件的高精、高效、稳定加工方案。 SAJO12000系列HMC1200/5S五轴卧式加工中心采用T型结构形式,摆动头驱动采用双齿轮消隙结构,扭矩大,精度高。摆动头采用气动钳夹系统,响应速度快,夹紧扭矩大,提高可靠性及使用安全性。转台采用蜗轮蜗杆驱动结构,回转精度高,刚性好,最大承重5000kg。可配自动交换工作台,组成柔性生产单元(FMC)和柔性生产线(FMS),满足不同用户差异化需求。针对外形结构复杂、加工难度大、加工周期长的零件提供最佳解决方案。 4. BHR800V卧式车铣复合加工中心
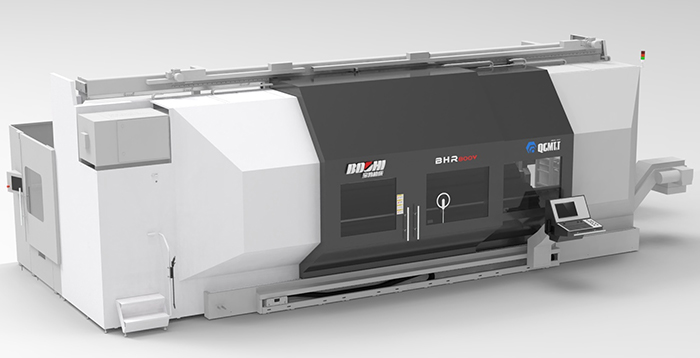
该机是一款五轴联动卧式车铣复合加工中心,配置西门子840D系统,机床有X、Y、Z、B、C五轴,可实现各种车、铣、镗、钻、铣齿、磨等复合加工;尤其适用于直线度、圆柱度、平行度、跳动要求小的高精加工、深孔加工及重型零件的加工。致力于复杂零件加工要求的分析,开发相关附件为每个用户提供可定制的有效整体解决方案。 机床特点: 机床主轴采用双电机+齿轮箱结构驱动,两档变速,适用于重型工件的高速、大扭矩加工;五轴联动、全闭环控制,实现工件一次装夹可完成多道工序高精加工;仓储式刀库,容量扩充空间大,配备六关节机器人实现刀具及附件头的灵活更换;擅长于深孔加工,最大加工孔深可达1500mm。 5. BV852G高精度立式加工中心
加工中心配置三轴大跨距滚柱线轨,圆盘刀库,15000r/min高速电主轴、全闭环控制;整机搭配有智能热误差补偿功能(选择配置),可自动补偿因工作温度引起的机床精度变化,具有高速、高精特点,定位精度可达0.002,重复定位精度0.0015。适用于新能源汽车及其他行业高精度零件的高速高精加工。 机床特点: 机床定位精度0.002mm,重复定位精度0.0015mm,并已通过国家机床质量监督检验中心检测,精度在行业处于领先地位;X轴最大加速度2.35g,Y轴最大加速度1.55g,Z轴最大加速度1.37g;机床加速性能优异,装配的热误差实时补偿模块(选择配置)通过预建的误差模型自动完成机床实时误差补偿值计算,可实现误差实时、准确补偿;机床执行高精度加工中心精度检验标准,较普通立式加工中心的几何精度提升约100%、位置精度提升约400%、工作精度提升约100-120%。 6. SK7120数控外螺纹磨床、SK7620C数控内螺纹磨床
机床具有自动磨削、自动砂轮修整、自动对刀、自动检测、自动补偿等功能,稳定性良好,配置自动上下料系统,生产效率高,已批量投放市场,广泛应用于汽车领域的助力转向系统和刹车系统精密螺杆副的高精高效加工。 产线技术特点: 具有电子挂轮、间隙补偿、螺距补偿、自动磨削循环、砂轮自动修整、工艺参数在线修改及故障诊断等功能;融合智慧式的磨削软件,通过人机交谈方式灵活方便的实现各种砂轮形状的修整和不同工件的磨削。 7. MKS1320CBN×5数控高速外圆磨床
机床具有高速、高效、高精等特点,能实现切入磨削和纵向磨削功能,磨削精度达到国内先进水平,可替代同类型进口设备。广泛适用于新能源汽车电机轴、从动泵轮、泵轴等零件的磨削,也可满足多领域多台阶轴类零件的外圆磨削,性能稳定、性价比良好。 机床特点: 数控系统与磨削工艺完美结合,实现菜单式工艺参数编程,继承多种外圆磨床工艺。配有自研的秦川格兰德磨削软件界面,操作简单,自诊断功能丰富,便于维修。砂轮架主轴采用自制电主轴,并配有内装动平衡、消空程及防碰撞装置。可安装CBN砂轮和刚玉砂轮,两种砂轮架导轨采用直线导轨,摩擦系数小,精度高,运动灵敏度高,能很好地保证砂轮架进给的稳定性和可靠性。 (供稿:秦川机床工具集团 责编:张芳丽) |
  |