




|
CIMT2021部分电加工机床展品评述
【编者按】第十七届中国国际机床展览会(CIMT2021)期间,中国机床工具工业协会特种加工机床分会和中国机械工程学会特种加工分会组成特种加工机床评述专家组,通过对参展特种加工机床的现场观摩、收集资料以及与参展厂商的交流座谈,对境内外电加工机床、激光加工机床、增材制造机床的技术特点及发展趋势进行了比较深入和系统的评述,并对特种加工机床的应用与市场发展进行了分析。今天发布部分电加工机床展品评述,后续将发布激光加工机床和增材制造机床部分,敬请关注。 一、 数控电火花成形机床 据笔者统计,本届展会共有14家厂商(其中境外5家、境内9家)展出15台数控电火花成形机床。从展出的机床来看,虽然在精度、加工工艺指标等方面没有重大突破,但各厂商充分认识到“机床是载体、应用工艺技术是核心”、“技术提升应围绕实际应用及为用户提供解决方案”,纷纷就降低生产制造成本、提高加工速度、满足客户需求等进行了研究和创新,推出了适应市场需要的新技术、新工艺、新方案和新服务,在完善现有产品、提升加工一致性和稳定性、深化市场细分应用等方面不乏亮点。 1. 境外数控电火花成形机床 境外展出数控电火花成形机床的有瑞士GF加工方案、日本沙迪克公司、日本三菱电机公司、日本牧野机床有限公司和德国艾克索公司。
(1)融入智能制造元素,展出的机床大多集成了一些智能技术。瑞士GF加工方案的rConnect模块可记录每一台机床的详细信息,通过移动设备监控机床工作状态以及发现潜在的问题,还可以与服务专家进行远程协助。日本沙迪克公司的LN Pro AI技术结合加工计划、工件材质、电极材质、加工深度、表面粗糙度、加工形状等要素,基于Q3ute-AI计算可自动生成最佳加工条件和NC程序。日本牧野公司采用可直接触摸操作的Hyper-i现代化控制系统,通过智能优化人机操作界面,使得所有水平的操作者都可以加工出复杂的零件。日本三菱电机公司的AI技术Maisart可以自动识别加工深度,并以加工安定控制监视异常放电状态,实现了表面质量均匀的稳定加工。 (2)脉冲电源控制技术持续更新。日本沙迪克公司展出的AL40G数控电火花成形机床(见图1)采用最新的“Smart Pulse”放电控制装置,提高了通信速度和处理速度,TMM4、BSN4电路等能够整体提高放电质量和蚀除速度。瑞士GF加工方案的FORM E600数控电火花成形机床(见图2),配备智能高速脉冲电源(ISPG),扩大了石墨电极适用范围,提高了生产效率。德国艾克索公司的Exeron EDM313数控电火花成形机床(见图3)配备了最新第三代脉冲电源Exogen,最佳加工表面粗糙度Ra<0.06μm。日本三菱电机公司的SG8数控电火花成形机床(见图4)配有高品位毛面精加工NP2回路,采用窄间隙技术,通过NP2电路实现加工表面粗糙度Rz0.48μm,使用复合电极加工可使底部清角达R0.004mm。 (3)加工效率进一步提升。瑞士GF加工方案利用System 3R零件装夹系统、可编程工作液高度等功能,缩短非生产时间,简化人工操作;通过自动化应用,增加无人值守生产时间,实现了机床自动操作和自动生产。日本沙迪克公司的自动化系统具有完全自动控制的三面自动升降式加工液槽,与自动电极交换装置及机器人工件/电极交换系统具有良好的兼容性,可以实现高精度和高速加工的连续自动运行,提高了生产效率。日本三菱电机公司的SS JUMP抬刀功能可根据加工深度和加工状态进行抬刀控制,提高排屑效率,加工最适化控制IDPM3功能,明显降低了电极的角部和棱边损耗,实现一个电极完成型腔的全部中、精加工。日本牧野公司EDAF23数控电火花成形机床(见图5)的HyperCut技术基于新型精密电源功能,使得设备在相同电极数量的情况下,粗加工效率提高30%;超火花IV技术提供了一种在超出加工能量间隙的情况下更具适应能力的跳动控制功能,该技术在筋肋、深窄槽类结构加工中尤为有效。
图1 AL40G数控电火花成形机床
图2 FORM E600数控电火花成形机床
图3 Exeron EDM313数控电火花成形机床
图4 SG8数控电火花成形机床
图5 EDAF2数控电火花成形机床 (4)更加注重节能环保。随着能源价格的不断攀升,控制生产成本和节省能源已成为企业的共识。瑞士GF加工方案的损耗分布技术可节省25%的电极成本,该技术在多型腔加工中可平均分配电极损耗,提高尺寸和形状均匀性。日本三菱电机公司通过IDPM3实现低损耗加工,电极长度损耗与传统相比削减50%以上。 (5)积极融入中国市场。随着中国制造业的蓬勃发展,对高端机床的需求不断增加,境外从事电火花加工技术研究的知名企业积极融入中国市场,为用户提供相关设备及工艺数据库等解决方案。如瑞士GF加工方案成立了涡轮事业部,从前端到后端进行全方位服务,展出的FORM E 600机床搭载了六轴数控、在线检测与传输数据、HMI人机交互系统等,提供了多种关键零件的加工方案,图6为展示的部分加工零件。
图6 部分关键零件 2. 境内数控电火花成形机床 境内数控电火花成形机床的参展单位主要有:北京市电加工研究所/北京迪蒙数控技术有限责任公司、苏州三光科技股份有限公司、北京迪蒙斯巴克科技股份有限公司、北京机床所精密机电有限公司、北京迪蒙卡特机床有限公司、苏州汉奇数控设备有限公司、上海汉霸数控机电有限公司、广东商鼎智能设备有限公司等。与上届展会相比,境内电火花成形机床的整体技术水平在稳步提升,外观设计沉稳大气,并向自动化、智能化、绿色环保方向发展。但与境外先进水平相比仍有差距,主要是在基础技术方面,如机械结构还没有引进恒温设计概念等。 (1)提升机床基础件的稳定性。展出的大多数机床床身均采用了规范的处理工序,使其具有足够的静态、动态刚度,如北京电加工所/迪蒙数控公司的ADV600电火花成形机床(见图7),床身铸件3年以上时效处理;北京迪蒙斯巴克公司的DR400S数控电火花成形机床(见图8),铸件经过自然时效和热处理。
图7 ADV600数控电火花成形机床
图8 DR400S数控电火花成形机床 (2)自主开发相关操作系统。在软件方面,多数厂家已采用基于Windows XP操作系统的人机界面,ADV600机床的数控系统配置了最新的Windows Mark Power软件,能实现五轴五联动精密加工,并预留六轴六联动接口,脉冲电源增加了“放电能量精确控制电路”,使放电加工表面均匀性大幅提升,搭载智能专家系统,加工效率更高,加工方法更灵活。广东商鼎公司自主研发的数控系统,能确保精准的重复定位精度,独到的脉冲电源配合STANDY系统,减少了电极损耗。 (3)面向特殊材料开发相应技术。各公司针对不同的加工材料以及不同加工形状均做了研究,具有更完善的加工工艺数据库,能进行不同电极-工件材料对的组合加工,具有镜面加工、硬质合金加工、高速石墨加工、小电流加工、专用防拉弧积碳、超高精加工等专用放电回路,实现了聚晶金刚石(PCD)、硬质合金、钛合金、钛铝合金、高温合金、碳纤维复合材料、超高温陶瓷基复合材料、炭/炭复合材料等材料的高效、高表面质量加工,形成了“钛合金”、“高温合金”、“硬质合金”专用模块。 (4)融入智能元素。ADV600机床具有自动升降油槽和丰富的数据接口,可兼容机械手、电极工具库,具有放电状态监控、错误自诊断提醒功能等,借助机械手、电极工具库已为用户组成三台机床的自动化生产线。上海汉霸公司借助基准球、工件、电极、加工设定之间的数据关系,系统自动生成加工任务(加工位置+放电参数+ATC),简化了操作步骤,大幅降低人工干预和经验值依赖,最大程度提高加工准备效率,实现全程无坐标系操作的引导式智能操作系统。 (5)减少电极损耗、提升加工效率。工具电极损耗直接影响加工精度、加工速度和加工质量,参展的境内厂家基本都可达到最小电极损耗≤0.1%,钛合金加工效率≥829mm3/min,模具钢加工效率≥2000mm3/min。 (6)自动化、信息化及安全可靠性有了实质性进步。北京迪蒙卡特公司的CTM350C机床、北京迪蒙斯巴克公司的DR400S机床、广东商鼎公司的CNC400机床、上海汉霸公司的HGS45机床等都带电极工具库,可方便地对接自动化及无人加工的需要。随着信息技术的迅速发展,客户更加渴望所使用的机床和技术服务运用网络通信功能实现网线连接、远程监视、远程诊断、远程编程与传输、远程工艺技术服务等,这也是未来提升产品和技术服务水平的重点之一。 二、 数控电火花线切割机床 笔者统计本届展会共有18家境内外展商展示32台数控电火花线切割机床,其中单向走丝线切割机床6台,往复走丝线切割机床26台(含超硬刀具电火花线切割机床1台)。 1. 单向走丝电火花线切割机床 日本沙迪克公司、日本三菱电机公司、日本牧野机床有限公司、日本发那科公司及北京安德建奇数字设备股份有限公司等企业展示了6台单向走丝电火花线切割机床。 (1)高端机床国内市场需求量稳中有升。近年来,境外高端品牌电火花线切割机床生产企业在中国市场的销售业务都有很好的表现,即便2020年受到新冠疫情的影响,但在中国市场销售量依然达到往年正常水平。2021年初开始,中国市场高端单向走丝电火花线切割机床订货及销量上涨幅度较大,主要原因是中国疫情控制得好,成为当前世界范围内少数能够正常提供产品的地区,一些境外加工制造和采购订单集中移向中国,国内加工制造企业需要增加新的机床设备来快速满足市场需求变化。另外,近年来国内航空航天等重点领域快速发展,业务量增速较大,对高端数控机床的采购量持续增长。虽然未来几年高端机床的需求量还会呈现稳中有升的状态,但近年来中低端单向走丝电火花线切割机床却受到多次切割往复走丝电火花线切割机床较大的冲击,这种影响在未来一段时间还会持续。 (2)技术及工艺细节不断得到完善与提升。虽然近年来单向走丝电火花线切割机床的主要加工指标没有明显突破,但在一些具体技术和工艺细节方面还是有了提升。日本沙迪克公司新推出一款ALN400QS单向走丝线切割机床(见图9),在过去机型基础上增加了“i Groove Edition”新技术,该技术使加工区域的电极丝按照一定速度和方向旋转,实现放电加工区域从上到下所使用的电极丝都是未被放电腐蚀的新丝,可减少加工表面斑点和条纹的出现,提高加工零件的表面质量和精度。日本三菱电机公司、日本发那科公司自动穿丝技术不断完善,支持Z轴全行程范围内在空气或水中的自动穿丝,并支持200mm厚度以内工件断丝点处的自动穿丝,实现卷曲率10%以下电极丝的高穿丝成功率。日本沙迪克公司的“无凹凸控制Ⅱ”、日本牧野公司的“GS-Cut(凸面精灵)”、日本三菱电机公司的“Digital-AEⅡ”形状控制电源等技术,可在一次切割200-300mm厚度零件时将单边直线度控制在5μm以内。日本沙迪克公司“TM控制Ⅱ”与“Digital-PIKA-WPlus”超高频数字脉冲、日本牧野公司HEAT、日本三菱电机公司Digital-FS电源、瑞士GF加工方案IPG智能数字脉冲电源等技术的应用,使得模具钢多次切割后的最佳表面粗慥度可达到Ra0.1μm。北京安德建奇公司推出新一代单向走丝电火花线切割机床AW400机型(见图10),具有一体式优美外观,整机科技感十足,机床运动坐标轴采用直线电机与高分辨率光栅尺的驱动控制方式,配置电烧丝结构的自动穿丝系统,可在Z轴全行程内自动穿丝,机床最大加工效率250mm2/min、最佳表面粗糙度Ra0.25μm、加工轮廓精度±2μm。
图9 ALN400QS单向走丝线切割机床
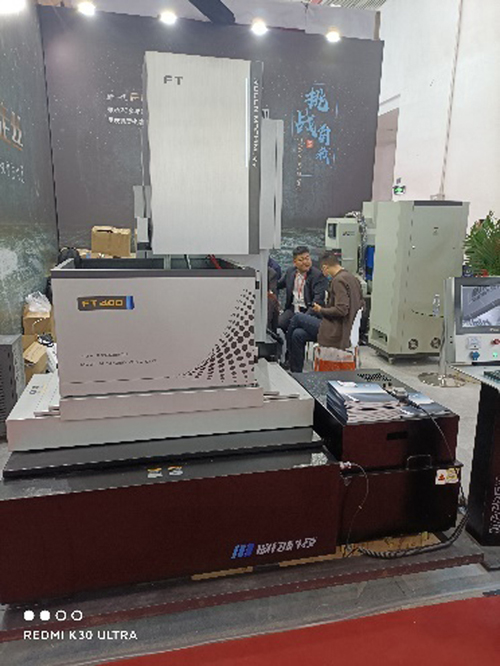
图10 AW400单向走丝线切割机床 (3)向客户提供更好的技术与服务体验。境内外厂家持续改进并提高机床加工性能,不断扩大机床应用范围,以满足新材料、新工艺等方面的新需求,并在自动化生产单元、自动化柔性生产线、一体化解决方案等方面给客户提供成熟的工艺及技术解决方案。日本沙迪克公司的LOT Miemmerce功能、日本牧野公司OPCUA/MTConnect功能都可提供单机、多机与车间生产管理系统MES连接,向MES系统提供机床运转数据,以提高机床运转效率。日本牧野公司U6机床的HyperConnect远程支持接口,双向远程连接,通过远程控制机床帮助客户检查修改加工程序、工艺参数、分析诊断机床故障等,增强客户对机床设备使用过程中有更快速的技术服务支持体验。 (4)融入人工智能、深度学习等新技术。近年来AI人工智能、深度学习技术逐步在一些行业及产品上得到广泛应用。单向走丝线切割机床目前自动化程度已经比较高了,自动穿丝、自动升降液槽、工件高精度快速换装夹系统、工件自动检测找正系统、工艺数据专家库等自动化功能都得到应用,但让机床具备感知、理解、行动和学习等功能的能力还是很欠缺,用计算机去完成以往需要人的智力才能胜任的工作一定是未来机床行业发展的一个重要方向。 2. 往复走丝电火花线切割机床 本届展会上苏州三光科技股份有限公司、北京安德建奇数字设备股份有限公司、苏州市宝玛数控设备有限公司、北京凝华科技有限公司、江苏冬庆数控机床有限公司、杭州华方数控机床有限公司、昆山瑞钧机械科技有限公司、苏州汉奇数控设备有限公司、江苏三星机械制造有限公司、泰州市江洲数控机床制造有限公司、江苏赛维斯数控科技有限公司、力同机械自动化(上海)有限公司、上海伊阳机械有限公司、上海特略精密数控机床有限公司等14家国内企业展出了具有多次切割功能的往复走丝电火花线切割机床(俗称“中走丝机床”),总体在产品的加工性能和外观质量上都有一定提高。 (1)市场需求量仍在增加。参加本次展览会的主要中走丝机床制造厂家在2020年都取得了不错的销售业绩,部分厂家近年来在东南亚、欧洲等国外市场的推广销售工作也取得较好成绩。这表明中走丝机床的加工性能、使用成本等比较适合目前国内外加工制造业的需求,市场需求量仍处于上升通道中。 (2)加工性能指标持续提升。昆山瑞钧机械科技有限公司参展的FT400新型号中走丝机床(见图11),最佳加工表面粗糙度Ra≤0.4μm(模具钢5次切割);上海特略精密数控机床有限公司展出的TG2000A机型最佳表面粗糙度Ra≤0.3μm、加工精度±2.5μm。单从加工表面粗糙度这个重要加工指标看,近年来一直徘徊在Ra0.6-0.8μm,目前有更多的厂家能达到Ra0.4μm及以下,这是一个非常可喜的技术突破。中走丝机床大电流、大效率稳定加工一直是厂家的技术攻关方向之一,近年来也取得一定进展,从展会上看多个厂家的机床最大加工电流标称值达到10-12A,个别厂家甚至达到18A,最大加工效率达到600mm2/min。随着谐振式脉冲电源、微能量脉冲电源等技术在中走丝机床上不断稳定使用,最佳表面粗糙度、最大加工效率等性能指标还会进一步提升。
图11 FT400中走丝线切割机床 (3)机床外观进步较大。本届展会展出的中走丝机床中,占地面积小、外观造型美观、操作方便的一体式结构机床有13台之多(含全封闭防护结构机床4台)。力同机械自动化(上海)有限公司参展的LTW32TB全封闭结构机床(见图12),配置了油雾分离器,更加符合国家环保方面的要求。苏州三光科技股份有限公司展出的HB400L和HB400C两台配置不同的机床,具有统一风格的一体式外观造型,其中HB400L机床(见图13)使用了直线电机、无电解电源、五轴数控、新UV轴结构、自动升降三面开口式液槽防护门等先进技术。
图12 LTW32TB中走丝线切割机床
图13 HB400L中走丝线切割机床 (4)机床数控功能、操作方便性进一步完善。参展的中走丝机床中有8台是X、Y、Z、U、V 五轴数控机床,部分机床可选配第六数控轴,体现出中走丝机床数控功能进一步完善,也说明市场对五轴数控机床的需求量在不断增加。多家企业的产品可以选配直线电机、光栅尺等高精度运动控制部件,有效提高运动坐标轴的定位精度和伺服进给灵敏性,中走丝机床也紧跟精密机床的技术发展方向在不断发展。 (5)加工稳定性提高、工艺数据库不断完善。客户对中走丝机床诟病比较多的是加工稳定性欠佳,比如连续加工多个相同零件的尺寸精度、表面质量相差较大。对此,近年来一些企业做了很多技术改进工作。如杭州华方公司机床可做到110mm2/min切割速度时,连续切割70h,电极丝损耗≤0.01mm;大部分企业也都能做到粗切和修切面积合计下,连续切割500000mm2,电极丝损耗≤0.01mm。目前中走丝机床普遍采用防水导轮组件,有效提高了导轮轴承的使用寿命;使用PCD材质的导丝嘴,提高了导丝嘴耐磨性。重锤、弹簧机械式双向恒张力装置普遍在中走丝机床上得到应用,如苏州宝玛公司、江苏冬庆公司等使用带压力传感器的智能自动双向调节丝张力系统,减少了电极丝的抖动并提高了电极丝运行时在空间位置精度上的长期保持性。大尺寸过滤纸芯、多层过滤装置以及独立的过滤泵系统在中走丝机床上的使用,可更长时间保持加工液的干净程度并有效延长加工液的使用时间,对提高放电加工稳定性、切割零件精度和表面质量一致性有很大的作用。目前大部分中走丝机床可以比较轻松实现切割表面粗糙度在切1修2时达到Ra0.8μm,连续加工多个对边20mm的正八方棱柱,保证零件精度≤±0.005mm的性能。对于模具钢、铜、铝等常用加工材料,中走丝机床企业不断完善与优化工艺数据库,客户只需要简单输入材料类型、工件厚度、电极丝直径、表面质量等,就可得到与加工结果相一致的加工工艺数据。同时,不断完善镍基合金、钛合金、超硬等材料的加工工艺数据库。 (6)产品不断优化,更加关注细分市场的需求。近年来,在国家“科技创新驱动高质量发展”与“产业结构调整升级”等制造业长期发展战略背景下,中走丝机床企业加大了在技术研发与创新方面的投入,不断优化产品结构与种类,并结合自身特点与市场需求,开发一些具有专业技术特点并能满足细分市场需求的中走丝机床产品。杭州华方公司对高厚度零件加工有比较深入的研究,开发的适合2000mm高厚度零件切割的中走丝机床加工效率达到3000mm2/h。北京安德建奇数字设备股份有限公司、北京凝华科技有限公司利用中走丝线切割原理,开发出适合PCD超硬材料刀具加工的线切割机床,近年来在木地板、家具、门窗等行业所使用的超硬材料刀具加工上得到广泛应用。 三、电火花微小孔加工机床 笔者关注到本届展会共有5家企业展出了9台电火花微小孔加工机床。与上届展会相比,展商和展品数量基本相当,有些展品的型号、外观以及一些局部单元和细节有所变化,但整体上看,参展机床的主要技术性能、加工工艺水平等尚没有重大突破。 1. 电火花小孔加工机床 展出电火花小孔加工机床的有苏州电加工机床研究所有限公司、北京市电加工研究所、苏州中谷实业有限公司、苏州市宝玛数控设备有限公司、苏州亚马森机床有限公司。 (1)应用领域不断扩大,市场需求稳步提升。随着新材料的不断应用以及加工要求的逐渐提高,一般的金属切削机床难以加工硬质合金、镍基合金和钛合金等特殊材料零件上的群小孔,激光加工方法也因其加工孔的深径比小或无法加工深孔而难以满足关键领域的需求。由此,电火花小孔加工方法成为了不二选择。近年来,五轴以上的多轴数控电火花小孔加工机床的功能和性能有了进一步提高,在航空航天等领域得到了广泛应用,单轴、三轴和五轴数控的电火花小孔机床在IT、模具、机械制造、刀具等行业的应用也在不断扩大,需求逐年上升。苏州电加工研究所的SE-GK021六轴数控电火花高速小孔加工机床(见图14)、北京电加工所的HS600六轴精密数控电火花小孔加工机床(见图15)以及苏州中谷公司的ZGDC506数控电火花小孔加工机床(见图16),主要用于航空发动机涡轮叶片气膜孔的加工;苏州亚马森公司的MS-DC435A四轴电火花小孔加工机床(见图17)主要用于刀具出水孔、玻纤模具线切割喷丝孔、喷油嘴喷孔的加工;苏州宝玛公司的BMD703-500CNC三轴数控电火花小孔机床(见图18)和苏州亚马森的MS-DC430C三轴电火花小孔加工机床则是用于各种精密零配件细小孔群孔和模具线切割穿丝孔加工。这些针对不同领域、不同要求而推出的产品,能更好地满足不同用户的需求。
图14 SE-GK021六轴数控电火花小孔加工机床
图15 HS600六轴精密数控电火花小孔加工机床
图16 ZGDC506六轴电火花小孔加工机床
图17 MS-DC435A四轴数控电火花小孔加工机床
图18 BMD703-500CNC三轴数控电火花小孔加工机床
(2)自动更换电极(ATC)技术。电火花加工小孔时由于存在电极损耗,在加工一定量的孔后,必须更换新的电极。如果在一个零件上要加工不同直径的孔,也必须更换外径与之相匹配的电极。因此,在加工批量群孔或不同直径的孔时,电极的更换比较频繁。为适应这种一人多机、连续加工的工作模式,一些制造商集成电极自动更换技术,在多轴小孔电火花机床上配置电极自动更换装置或机械手,实现了电极的在机更换,大大减轻了操作人员的劳动强度,提高整体效率。如苏州电加工所的SE-GK021,在工作台的左侧安装了一台六自由度机械手,配置了16个刀位的电极库和4种规格的导向器库,用于电极和导向器的更换。苏州中谷的ZGDC506机则配置了一个20位电极库、气动式自动换电极机构以及4位自动换导向器装置,可以实现电极和导向器同时更换,北京电加工所的HS600机床也配备了一个16位电极库,实现了电极的自动更换。 (3)自动穿透检测技术。自动穿透检测是航空发动机涡轮叶片气膜孔加工中应运而生的一项实用技术,以防止加工孔穿透后电极继续进给而与空腔另一侧产生放电蚀除。苏州电加工所的SE-GK021、北京电加工所的HS600、苏州中谷的ZGDC506以及苏州宝玛的BMD703-500CNC均搭载了这项技术。准确有效、可靠一致是该技术的关键所在,在实际应用中,各企业之间尚有差别,还大有提升空间。 (4)局部功能和性能有所提升。虽然近年来小孔加工机床在整体技术水平和加工工艺指标方面没有重大突破性变化,但在某些加工性能上有所提升。苏州电加工研究所的SE-GK021机床采用微精脉冲电源技术,其加工孔的表面重熔层厚度≤0.02mm,表面粗糙度Ra≤1.6μm,并配置了专利技术的随动型电极扶持器,能有效防止细电极进给时的弯曲;北京市电加工研究所的HS600机床配置特色精密微细电源,重熔层厚度≤0.02mm,孔加工表面无裂纹,同时配置并线接口,与其他设备组成自动化加工线,实现自动化及无人加工;苏州宝玛公司的BMD703-500CNC机床具有智能化数据库和“互联网+”功能,能根据加工要求自动调用工艺数据,实现远程实时监控,该机还配置扩展接口,加装A、B轴后即可形成五轴数控,用于空间位置分布的小孔加工;苏州亚马森公司的MS-DC435A机床也预留了扩展口,加装A轴后即可形成五轴数控,用于加工斜孔和环形工件上的小孔。 另外,较之以往多轴数控电火花小孔加工机床的φ0.3-3.0mm电极直径范围,本届展出的机床基本都扩大到了φ0.2-3.0mm,苏州中谷公司的ZGDC506最小电极直径为φ0.15mm,苏州亚马森公司的MS-DC435A更是达到了φ0.10mm。 2.电火花微孔加工机床 电火花微孔加工机床主要用于φ0.05-0.1mm的孔加工,如汽车喷油嘴喷孔、化纤喷丝板喷孔、液氢火箭燃料喷注孔等。本届展会上苏州电加工机床研究所有限公司、苏州中谷实业有限公司分别展出了相关设备。 苏州电加工机床研究所有限公司的SE-WK018数控电火花精密微孔加工机床(见图19)是2020年推出的新产品,主要用于汽车发动机高压共轨阀体喷片微孔、喷油嘴喷孔以及各类喷丝板、熔喷板精密喷孔的加工。机床采用最新工业设计,半封闭外形,新颖简洁;采用微细长圆电极或扁电极,级进式送丝方式,可加工φ0.07-1.0mm的精密圆孔或0.06mm的窄槽,最佳加工表面粗糙度Ra0.4μm,加工孔径精度(1mm板厚时)为±0.002mm,还可进行各类微小异型孔的铣削加工。配置其自主开发的倒锥装置,可加工出入口直径差为0.02mm的倒锥微孔(1mm厚)。 苏州中谷实业的ZGM501数控电火花微孔加工机(见图20),采用大理石龙门式结构,电极为硬质合金或钨丝,最小加工孔径0.05mm,加工孔的圆度0.002mm,还可加工微细槽、台阶孔、锥形孔。
图19 SE-WK018数控电火花精密微孔加工机床
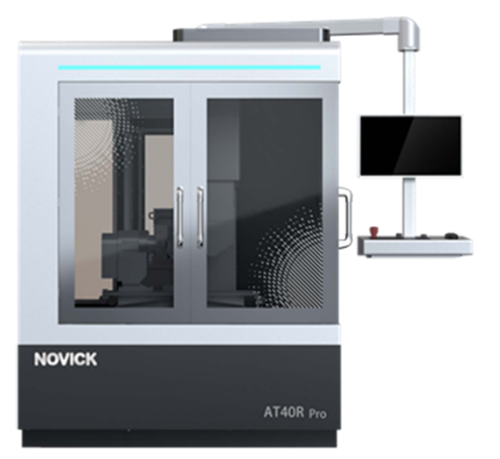
图20 ZGM501 数控电火花微孔机床 四、专用电加工机床 1. 刀具加工机床 近年来,国内的超硬材料刀具发展较快,应用量很大,由此带来了刀具高效加工及修正的需求。境内一些电加工企业瞄准了这一领域,在往复走丝电火花线切割机床、电火花成形机床基础上进行技术研究和新产品开发,逐渐推出了刀具的切割、磨削等专用电加工机床,并形成相关的加工工艺技术,这类细分产品正越来越多地受到用户欢迎,市场前景看好。 北京安德建奇公司展出的AT40R-Pro精密数控切刀机(见图21)是专用于PCD金刚石刀具、硬质合金刀具切割加工的专用电加工机床。该机为满足木工刀具的加工要求而研发,五轴数控,三轴联动,可根据刀具的直径、前角、后角、侧后角、面角等参数,自动将刀具轮廓曲线转化为切割轨迹,能通过刀具实际的轮廓形状全面检测刀具的实际变形,计算刀面的曲面变形,继而进行曲面补偿,可有效降低形状误差。配备高性能防发黑电源,木工刀加工精度≤0.02mm;金属刀加工精度<0.01mm。可切割加工最大直径300mm的盘状刀具。
图21 AT40R-Pro精密数控切刀机 北京凝华科技有限公司展出了SL25超硬材料砂轮放电修整机(见图22),该机主要用于金刚石砂轮、CBN砂轮的电火花成形与修整加工,也可用于PCD整体刀具外圆的电火花加工与修整。加工过程中,圆形成形电极轮与圆形工件分别以不同的转速旋转,实现对滚放电加工;在线车削及补偿功能可及时对电极加工面轮廓进行在线车削整形,消除由于电极损耗而造成的电极形状精度降低,并通过补偿获得较高的加工精度,其加工精度<0.003mm。北京迪蒙卡特机床有限公司的QX5-D400电火花磨刀机主要用于直径400mm以下盘状PCD刀具的放电磨削加工,该机具有三个直线轴,四个旋转轴,磨削精度≤0.02mm,刃口最佳粗糙度Ra≤0.4μm。
图22 SL25放电修整机 2.电化学去毛刺机床 德国斯托巴公司(Stoba)展出了一台入门级的电化学去毛刺机床,该机的工作空间1000mm×1050mm(长×宽),配置脉冲式电源,最大电流1200A,适用于不同金属材质的泵、阀、缸体、齿轮等小批量零件交叉孔或棱边的去毛刺加工。 展会基本信息: 名称:第十二届中国数控机床展览会(CCMT2022) 展期:2022年4月11-15日 地点:上海浦东 上海新国际博览中心 主办:中国机床工具工业协会 承办:中国机床工具工业协会 上海市国际展览有限公司 作者:CIMT2021特种加工机床评述专家组(吴国兴-组长、肖荣诗、林峰、伏金娟、张宝华、卢智良、张人佶、杜伟哲、李朝将、徐均良、王应、王晓娟) 责编:李华翔 |
  |