




|
CIMT2017刀具展品简述
【编者注】本文是中国机床工具工业协会工具分会组织专家对CIMT2017展会刀具展品进行的综合述评,由杨晓执笔。原文介绍的各类刀具展品非常全面而详实,但考虑到微信和网站的文章特点,编者对原文做了较大程度删节,仅保留了最基本概要。更多详情请参阅《世界制造技术与装备市场(WMEM)》杂志。
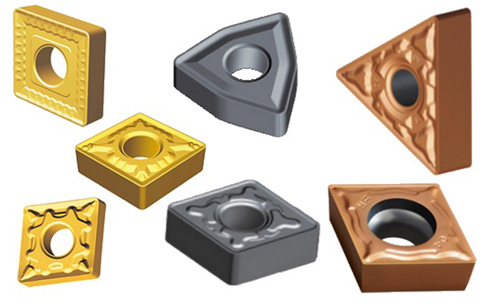
约200家来自境内外的刀具生产厂商均携精品参加了CIMT2017展会,本文仅就工具展区的重点刀具新品和技术发展作一简述。 1. 车刀 株洲钻石就车削加工推出了一系列新的切削材料和几何槽型,构成了其全新构架的车刀系统。该公司展出的新型钢件车削材质YB6315,集全新基体、超精细梯度涂层、晶核预植技术、双氧梯度过渡技术、表面金色涂层及超平滑的刃口处理等多项新技术于一身,能够进一步提高其车刀片材质的技术水平。该公司还推出了加工铸铁的新材质YB7305,加工不锈钢类的新材质YB9320。除了材质,株洲钻石对各种加工对象的车刀片槽型也进行了更新,如图1。
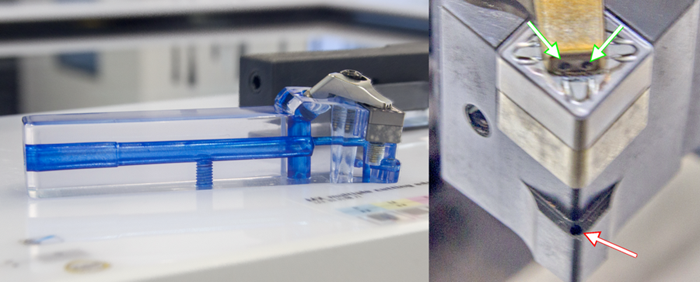
图1 株洲钻石的多种新刀片 泰珂洛展出了燕尾压紧的车刀MiniForce-Turn,虽然是双面可用的0后角“负型”结构,却因其特殊设计,实际上却是带后角的“正型”,锋利性好很多,尤其在小尺寸内孔车削或仿形车削方面具有独到优势。 瓦尔特展出了双通道高压内冷的车刀(图2),其前后刀面的加工区都能得到极有效的冷却,前刀面处的高压冷却还能在断屑方面有所帮助,起到辅助断屑的作用。具有几乎相同功能的还有泰珂洛带可伸缩喷管的双通道高压内冷却系统TungTurn-Jet。
图2 瓦尔特双高压内冷车刀 瓦尔特还展出了四刃口切槽刀,刀片的定位由后面的圆柱销钉和下面的平面完成。轮空的切削刃不参与定位夹紧,因此切削刃并不会在定位夹紧中受损。 伊斯卡展出了一种带减振功能的切槽车刀WHISPERLINE(图3),在刀头下方安排了一个减振机构,按悬伸100mm预设了阻尼,最终用户可根据实际需求通过简单调整阻尼获得更佳减振效果。
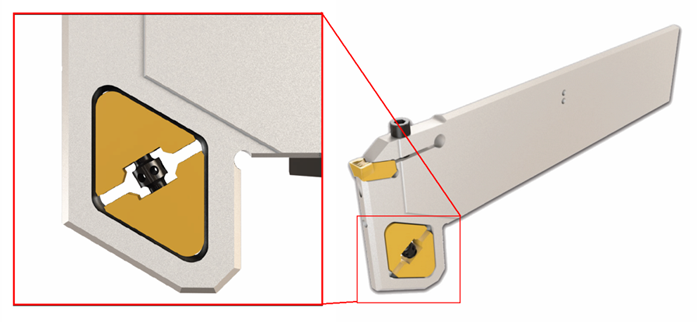
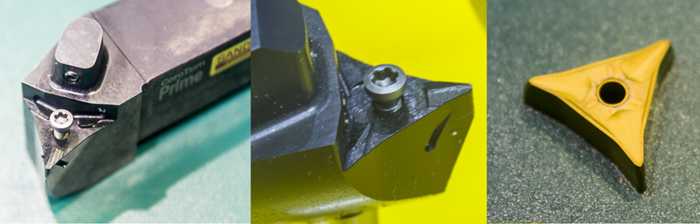
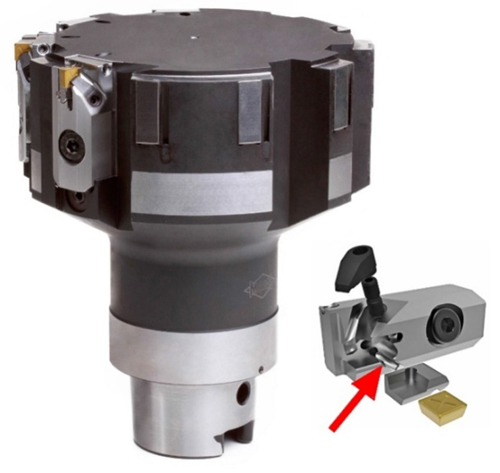
图3 伊斯卡的减振切槽车刀WHISPERLINE 山特维克可乐满推出了全新的车削概念产品PrimeTurning,其车刀(图4)刀片槽的底部安排了凸起的筋条,刀片的底面压制出了相对应的凹槽,这相当于在刀片与刀片槽之间安排了几组定位键槽,可与刀片外形一起防止刀片的晃动。
图4 山特维克可乐满的PrimeTurning车刀结构 Utilis刀具公司展出了一系列适合瑞士式车床加工的刀具Multidec®-CUT,所有刀片简单更换并且系统具有极高的重复定位精度。因为加工对象主要是小尺寸零件,其刀片基体使用微米级晶粒度的硬质合金,并提供涂层和不涂层的选择。 2. 铣刀 瓦尔特重点介绍了“金虎技术”,通过超低压化学气相沉积技术将TiAlN涂覆于铣刀片,提高了刀片的性能和稳定性。该公司还展示了“金虎刀片”与之前著名的“银虎刀片”的两组对比照片,直观反映了新技术带来的新变化。 泰珂洛展出了TungForce-Rec铣刀,其最大特征是刀片底面呈明显的V形。泰珂洛介绍说,该铣刀优化的刀片定位方式增加了小直径刀体的芯厚,刀片的后刀面成钝角提高了刃口强度,避免了崩刃的发生。在穿过螺钉孔的横截面积处提高刀片强度,通过采用大螺钉和增加接触面积提高刀片定位的稳定性。 玛帕展出了一种新的带刀座铣刀(图5),用于铣削铸铁和淬硬钢材质工件的平面和台阶,通过铣刀座的高精度楔块调整,可以使端面跳动调整到μm级精度。
图5 玛帕HX刀片铣刀 泰珂洛展出了三种带不同刀片的槽铣刀(图6),刀片分别具有4-6个切削刃(右上使用具有4个切削刃的刀片,其余使用具有6个切削刃的刀片),其中有些刀片还带有修光刃(右上和下)。
图6 泰珂洛TungSlot槽铣刀 蓝帜展出了Copy Max 2双头可换刀片式仿形铣刀,带有两个全功能切削刃,当第一个切削刃磨损时,刀片可以转位并重复使用,且和第一个切削刃具有相同的刀具使用寿命。非使用中的切削刃并不参与定位和夹紧,刀片刃口不会被碰伤。 泰珂洛展出了形状独特的DoTwistBall腰形刀片圆角铣刀,采用独特的扭曲型圆角刀片,刀片紧固在交错的表面,矩形和扭曲的定位刀片座结构可以保证刀片不发生旋转,这在圆角铣刀中是少见的。 图7是Utilis刀具展出的旋风铣Multidec®-Whirling,可以将外圆车削、螺纹加工及去毛刺工艺简化为一个工步。多达12个刀片的刀盘可极高地缩短加工时间。
图7 Utilis刀具的旋风铣Multidec-Whirling 3. 孔加工 在孔加工方面,泰珂洛DRILLFORCE-MEISTER冠齿钻颇为引人注目,其刀片采用插入式以提升换刀片的便捷性。借助了偏置的螺钉孔、开口及同样偏置的V型定位面,使夹紧力偏向一侧,从而保证既能快速装卸,又能有效定位。 玛帕也展出了小直径深孔钻,其最小加工直径为1mm,长径比为30倍。据玛帕介绍,这种小钻头有全新设计的排屑槽和特殊的刃口形式,使得在深孔钻加工中能够实现很高的进给和切削速度。 森拉天时展出了其MaxiDrill 900钻头,其独特的设计结合攀时的硬质合金牌号CTPP430,可以用于高速断续钻削、铸造硬皮钻削以及困难工矿等复杂工况,确保其高性能和刀具寿命。 图8是玛帕推出的EA导条式精镗刀,刀片不再调节倒锥量,刀座在调节过程中沿着起导轨作用的圆柱销移动。玛帕介绍说,该镗刀配置有与直径相匹配的刀片数量和导条数量,具有很高的加工精度和经济性。
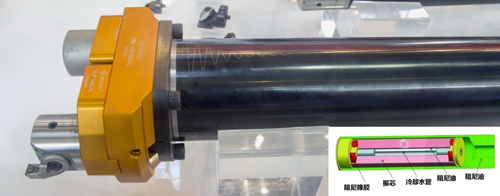
图8 玛帕的EA导条式精镗刀 松德数控和大昭和都展出了减振镗杆以及减振车刀杆产品。图9是松德数控装有桥式镗头的减振镗刀,用于加工大直径深孔。铝制镗刀桥减轻了镗头重量,因此也减轻了镗刀振动时的能量;在镗杆紧挨着联接镗头的部分,内部设置了减振器,达到较好的减振效果。
图9 松德的桥式减振镗杆及其原理 大昭和则展出了斯玛特防振粗镗头,其精研磨加工的齿状咬合结构,可实现近一体式的刚性效果,优化了防振效果,使该镗头在高负载的粗加工领域也能瞬时防振,加工钢件时也可实现10倍径以上的大悬伸加工。 本届展会上,上海松德、无锡方寸、森泰英格、成都成林等多家国内民营企业展出了微调刀座(图10),这类产品以前多由国外企业制造。方寸的微调刀夹是自锁定设计,调节到位后不需另外锁紧,精密可靠。
图10 精镗微调刀座 4. 螺纹、齿轮加工和拉刀 蓝帜金工展出了模块式丝锥Xchange,使用了耐磨的硬质合金螺纹丝锥头和具有高韧性的钢制刀杆,具有更为有利的刀杆扭转特性,切削速度更快,进一步提升了刀具系统的性能,同时延长了刀具使用寿命。 图11是锑玛展出的石油阀门美制螺纹铣刀,还推出了有针对性的高刚性、高强度、高抗振的螺纹铣削方案,适合大功率和精度较低的螺纹铣削加工。
图11 锑玛石油阀门美制螺纹铣刀 用于齿轮加工的车齿刀也是亮点之一。4月19日国务院副总理马凯和工信部部长苗圩一行到汉江工具展台参观时,饶有兴趣地听取了高速钢车齿刀开发情况介绍(图12)。
图12 马凯、苗圩听取关于车齿刀的介绍(上)汉江工具开发的车齿刀(下) 英格索尔展出了装有硬质合金刀片的可转位车齿刀,切削速度快,加工效率高,只是加工精度相对比较有限,适用于需磨齿加工的齿轮齿廓粗加工。该公司还展出了全齿形刀片的可换刀片齿轮滚刀。 蓝帜金工展出了CARBIDELINE-H滚刀,是一款将硬质合金刀条焊接于高速钢刀体的高精度滚刀,精度等级可达AAA。 国内拉削刀具知名企业恒锋工具展出了特大拉刀。因恒锋引进了最新技术的大型PVD涂层生产线,可涂层的拉刀最大直径达350mm、长度达3000mm,成为目前亚洲地区最大的涂层设备。 5. 复合加工 在复合加工方面,锑玛展示了两款钻孔-螺纹复合加工的刀具方案,其一是钻攻一体刀具,其二是螺纹钻铣刀。 百斯图展出了乘用车曲轴外铣刀盘,直径为760mm而铣削宽度不到15mm,该刀具可具备较高的线速度,通过排布较多刀片实现较高进给,提高加工效率,通常在大批量生产及对效率要求较高的乘用车曲轴加工中应用较多。 6. 刀柄 在刀柄方面,大昭和展出了超精密液压刀柄,该刀柄可以在4倍悬伸下,将跳动控制在1mm以下,适合于高精密模具及医疗器械、钟表等精密部件加工,彻底解决了热装刀柄在复杂操作过程中易出现的极小径刀具折损问题。 威迪亚展出了其母公司肯纳金属与翰默联合开发的Duo-Lock接口模块刀杆系统。这一接口在常见的圆锥大端、端面两个接触面之外,增加了尾部圆柱的接触,加强了联接刚性,对于使用模块刀具进行粗重加工很有帮助。 大昭和还展出了一种中心内冷型角度头,对带主轴中心内冷功能机床,无需进行方向定位块导入冷却液的相关操作。 7. 解决方案 在解决方案方面,不少厂家或针对具体常见加工难题,或针对典型工件,展出了自身提供解决方案的能力。 锑玛针对贯穿孔(交叉孔)提出了自己的解决方案。方寸工具则针对刹车钳和涡壳两种典型零件展示了他们的解决方案。森拉天时介绍了CERATIZIT 3×3钢材车削矩阵,使用该矩阵,仅需两步就可迅速可靠地找到满足需求的牌号、槽型及切削参数。 山特维克可乐满推出了一系列联网解决方案,助力机械加工企业为进入工业4.0时代做好准备,其中包括Silent Tools™+ 和 CoroBore®+。 翰默在展出传统的刀柄、热装机、平衡机的基础上,还展出了MicrosetVIO系列对刀仪。玛帕也展出了类似的对刀仪。 在松德、阿诺、品悦等公司的展台上,我们都看到了智能刀具柜(图13),标志着这些企业已开始涉足向用户提供刀具管理服务。松德向我们介绍了其刀具柜的六大特点:无人值守、及时掌握、易学易用、定时提醒、成本控制、无误发料。
图13 松德、阿诺展出的智能刀具柜 (更多详情请参阅《WMEM》杂志) 供稿:工具分会秘书处(杨晓执笔) |
  |